
For more than one hundred and fifty years, resistance spot welding has been faithfully used by builders to assemble complex structures from reinforcement, automobile assemblers to connect thin hull metal, and weld massive parts. You can list all areas of application of this method of connecting sheet metal for a long time, but the main advantage will remain ease of use and the ability to automate the process. These possibilities logically follow from its physical principles of action, with which we want to present you.
Principle of operation
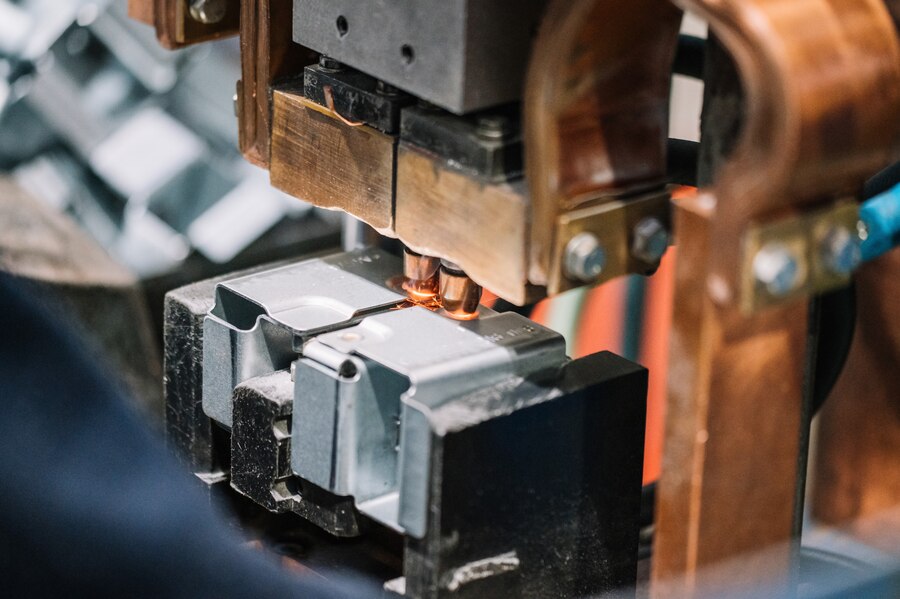
The physics of the process is elementary and known even to a schoolboy. We all know that when an electric current flows through a conductor, the conductor heats up. More current, more heat. In spot welding, the parts to be welded act as conductors. They are superimposed on each other, clamped with special electrodes and voltage is applied.
Since the resistance of this section is negligible, even at a voltage of several volts, currents of hundreds and thousands of amperes flow (depending on the capabilities of the power source). Currents of this magnitude lead the metal of the parts to strong heating and softening, which, with high pressure from the side of the electrodes, creates conditions for mutual diffusion.
The task of the welding machine is to create sufficient force to compress the parts with electrodes and provide high currents at the moment of welding the parts. It is also necessary to ensure effective cooling of the electrodes, otherwise they will simply melt, since the same current flows through them as through the parts to be connected.
Spot welding
Technology
It combines the sum of knowledge and experience about the described process and suggests methods and methods for the best solution to the problem. The technology describes the equipment of machines, devices used to assemble parts into units and assemblies. The purpose of our text is to familiarize yourself with that part of the technology that describes the procedure for welding parts and the whole variety of operating modes of the welding machine.
Welding of products must be performed in a strictly defined order. The first to bake are the corners of the product and those areas adjacent to the stiffeners. Thus, a stiffening frame is created, within which areas prone to deformation are boiled. The connection of long sheets should be done in the direction from the center to the edges. A big problem when welding long sheets can be the formation of corrugations between the weld points. To avoid this phenomenon, it is necessary to cook them in a row without interruption, ensuring sufficient aerodynamic load.
Phases
The basic scheme for spot welding has four stages. In the first stage, the parts to be joined are compressed by the electrodes of the welding machine. In the second stage, the heating current is activated and maintained until the solder spot melts and the molten core is formed.
The third phase provides for an increase in the squeezing force of the electrodes with the continuous passage of the welding current. At the fourth stage, the voltage supply is cut off, the pressure on the electrodes is reduced and they are removed from the place of welding.
Mode
Welding methods depend on many factors. When choosing a mode, it is necessary to take into account the characteristics of various materials, thicknesses and configurations of parts. The modes are developed and described by technologists. In technology, it is necessary to determine:
- the area of the contact surface of the electrode;
- current time passing;
- electrode pressure;
- current value.
The technological process includes requirements for the frequency and method of sawing electrodes. This ensures compliance with the technological parameters described above, such as the contact area, the magnitude of the current. The technology predicts how often the electrode tips should be replaced to avoid critical wear.
Separate points determine the procedure for the final cleaning of the product. For example, steel products are processed with a personal file, and sandpaper is enough for aluminum.
Advantages and disadvantages of resistance welding
The main advantage can be considered the possibility of full automation of the process. This circumstance contributed to the introduction of this method on machine-building conveyors. The highest labor productivity can be achieved by spot welding in combination with industrial robots. Furthermore, productivity gains are achieved with the introduction of multi-point machines. This type of welding allows:
- do without highly skilled welders;
- ideally connect thin sheet materials;
- work without the use of protective gases;
- has an insignificant effect on the metal of the product;
One of the advantages of this method is the absence of harmful gas emissions. The last argument can be considered a high degree of fire safety compared to manual arc welding.
The disadvantages of this type of connection of parts begin to appear when welding products of complex shape. If there are no problems with sheet metal, complex products require special shapes of electrodes, which is not always possible. Complications mount when trying to create a multipoint rig. It is not always possible to apply this weld when welding different metals and dissimilar alloys. In this case, such an advantage as the absence of protective gases contrasts with the production.
A significant hazard to operating personnel is created by the possibility of metal splashing when a strong current is applied to the electrodes. This is especially true for older style cars. Modern welding machines provide a regular supply of welding current. Even greater safety is achieved when using direct current in combination with software control of the compressive force.
Fields of application for spot welding
The areas of application of resistance spot welding are determined by its capabilities and characteristics. Since this type of joining of parts does not require highly skilled labor and is easily mechanized and automated, a wide way has been opened up for the production of various consumer goods. Large-scale production allows you to design automatic lines, where the operating modes are controlled by computers, and the place of workers is occupied by robots - welders.
Such industries produce equipment that facilitates housework: vacuum cleaners, washing machines. A similar production process has agricultural machinery and devices for home agriculture - lawn mowers, milk separators. Of course, they also use spot welding to connect the hull elements and weld the individual parts together.
The largest number of spot welders work in mechanical engineering. This is a very branched industry, and spot welders work in all directions. It is with its help that the cases of most of the numerous products manufactured by this industry are welded.
Cars, tractors, combines, railroad cars - this is an extensive, but far from complete list of industries that use this type of welding. A branch like microelectronics stands out in some ways, and that's understandable. After all, there are completely different measurements and, accordingly, welding machines and methods of work. In most operations, due to the extremely small size of the parts, there is no place for one person and the work is done on computer-controlled robotic lines.
In all of the above cases, the versatile possibilities of spot welding are used, such as:
- the possibility of welding non-ferrous and ferrous metals;
- the possibility of welding stainless metals;
- the possibility of welding dissimilar metals;
- the ability to weld parts of different thicknesses.
Spot welder
The physical principles underlying the operation of spot welders determine their design and main elements. High current requires a powerful power transformer. This transformer differs from most of its counterparts in the presence of a secondary winding with a small number of turns, wound with a very thick wire. This is due to the passage of currents of tens of thousands of amperes through it.
From the power transformer, current flows to electrodes of various designs, most often made in the form of clamps. The tips of the pliers are made of copper, which gives them a low electrical resistance, compared to the resistance of the metals to be welded. Due to this difference, the lion's share of the voltage drop falls on the parts, which ensures their heating. However, some of the heat is also released on the electrodes, so spot cookers must have a forced cooling system. More often - water, less often - air. The quality of the cooling water is determined according to GOST 297 - 80E.
The support body must have sufficient stiffness so that when the electrodes are compressed, they cannot be moved beyond the norm. The housing also houses the control system, consisting of electrical, electronic, pneumatic and hydraulic devices. The system provides an algorithm for controlling all parts of the machine.
And the last thing worth noting is the compression mechanism of the welding electrodes. These mechanisms come in very different designs and complexities: from elementary manual pliers to powerful electronically controlled units equipped with a pneumatic or hydraulic drive.
Types of spot welding equipment
Existing resistance spot welders are divided into types according to the current used and the shape of its pulses:
- alternating current devices;
- low frequency welding machines;
- direct current devices;
- capacitor type devices.
The most commonly used are devices operating on alternating current. This is due to the relative simplicity of their device. The remaining types are more specialized and are each used for their own purpose.
Safety
Spot welding is a relatively safe type of work and requires no special safety measures. At the same time, do not forget that devices designed for this type of welding are connected to a high voltage network and require compliance with all rules for working in such networks.
A specific hazard for this type of work is a splash of molten metal, which can be the result of incorrect welding or poor cleaning of the surface of the parts to be joined. To protect yourself from this phenomenon it is necessary to wear a welding mask. When welding galvanized metals that emit harmful gases, it is necessary to provide the workplace with effective exhaust ventilation.
Defects and their correction
Incorrectly drawn up technology program or inaccurate execution of the prescribed process can lead to defects in the welded joint. The most common defect is the total or partial lack of penetration. A product with such a defect behaves like glued, retains its integrity under small and static loads, but breaks down at the slightest increase in destructive factors.
Insufficient compression of parts, too much current or a dirty surface contributes to the appearance of external cracks. Serious defects are obtained when welding near the edge of the workpiece or exerting excessive pressure on the electrodes. In the first case, this is an edge break, in the second - dents in the places of welding.
All defects are corrected, mainly by cutting out this spot, followed by re-welding. External splashes of metal are corrected by cleaning, and deformations are corrected by forging or spot heating with gas burners.







